
How can I tell if parts are being counted correctly?
Part counting is one of many useful metrics captured by MachineMetrics, but sometimes part counts can be wrong or not work at all depending on the machine and configuration. This can be discovered by looking at the Cycles Report or the timeline of the machine compared to the expected time for each part to be produced.
Below is a screenshot from the Standard Timeline for a machine. You can see the Parts being produced and recorded in the data. You can also see the parts that were produced over a slower cycle.

Troubleshooting Part Count Issues:
There are a few different issues that can arise around part counting, and the type of integration will dictate the necessary steps to troubleshoot and correct this. See below a list of integration types and solutions to common issues:
-
FOCAS:
- No Part Count: If a machine is not counting any parts, an M code will likely need to be added to the program the machine is running. For help adding an M code, refer to our Knowledge Base article Fanuc FOCAS Part Count Parameter Settings.
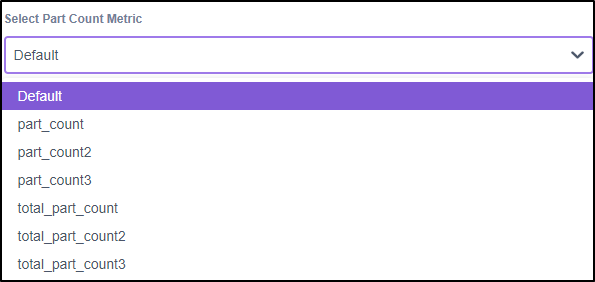
- Inaccurate Part Count: If the machine is displaying an inaccurate part count, the M code used for the part count may not be in the program(s) consistently. Another reason for an inaccurate part count is the part count path(s). You may need to select a single part count path for it to be accurately counting parts. This can be done within the Machine Settings Form. See below for the form where you can make this selection, and click here to learn more.
-
MTConnect:
- No Part Count: MTConnect uses a data point for part counting. With a data export, you can confirm that the part counting data point is incrementing as it should.
- Inaccurate Part Count: If the part count is inaccurate, you may need to select a single part count path, or confirm that the part counting data point is incrementing consistently. There is also a chance the machine may be part counting in warmup/setup mode.
-
I/O
- No Part Count: Check the adapter script to ensure the part count data point is configured correctly. Check the threshold, and compare it with the diagnostic timeline to see if the voltage consistently hits the threshold/time delay to trigger part count. For reference on adapter scripts, refer to our Knowledge Base article I/O - V1 Adapter Script Overview.
- Inaccurate Part Count: If the part count on a machine is inaccurate, please follow the same steps outlined above.
-
Ethernet/IP, OPC-UA, Modbus
- No Part Count: If you are not getting any part counts from your machine, check to verify that they are mapped correctly. Also, check the adapter script to verify the data items are included and input using the correct format.
- Inaccurate Part Count: Check which paths the machine is set to part count on. You may need to select only one path for part counting if the machine is displaying inaccurate part counts.
If after following these troubleshooting steps your machine is still not part counting or part counting is incorrect, please contact our support team at support@machinemetrics.com.
Comments
0 comments
Please sign in to leave a comment.