When you work in discrete manufacturing, having bad data (or no data) on machine performance can lead to bad decisions with sometimes serious consequences. It may lead a production manager to decide (or "guess") that a part production run should take two weeks when, if that manager had access to good, accurate machine performance data, he or she could easily see that the run as specified could not realistically be done in less than four. Whether estimating labor, materials, scheduling, or production cost, having inaccurate or non-existent machine performance data can make production resource planning in discrete manufacturing largely a matter of guesswork and luck.
This article explains how you can use the MachineMetrics Report Builder to analyze and evaluate the accuracy of the MachineMetrics Operation standards you are using and provides guidance in how to refine and optimize those standards to get the most accurate picture of your machine performance so that your production estimates can be more realistic.
Article Topics
This article contains the following topics:
- MachineMetrics Operation Standards
- Creating the Operation Standard Optimization Report Using the Report Builder
- Analyzing and Optimizing Operation Standards
MachineMetrics Operation Standards
A manufacturing "Operation" can be defined in many ways. In MachineMetrics, a Operation represents the production standards used in a discrete manufacturing environment for machine operations. MachineMetrics "Operation standards" are created for each machine operation used in the manufacturing process for a particular part.
For example, if a part takes 10 separate operations on 10 separate machines (lathe turning, milling, and so on), one Operation in MachineMetrics will be used to represent each of the 10 separate machine operations. See the Operations article for complete information on how Operations are created and used in MachineMetrics.
Key Metrics for Operation Standard Optimization
The MachineMetrics Report Builder can return data on a wide variety of metrics based on machine Operation performance. However, when you want to optimize the accuracy of your Operation standards, the following metrics are the most relevant:
- Expected Part Time: The amount of time that the Operation operation is expected to take to process one part, including activities such as part loading and unloading ("button-to-button" part processing).
- Note: This value may be the Expected Part Time value set in the Operations dialog or Operation Import CSV file, or the calculated value converted to expected part time from the settings for Expected Part Rate or Expected Cycle Time. See the Operations article for more information on these Operation settings.
- Actual Part Time: The time that the operation actually took to process each part, including activities such as part loading and unloading ("button-to-button" part processing). This is the median time value of all parts produced.
- Note: The median is the middle point in any data set, where half of the data points are smaller than the median and half of the data points are larger. One reason the median time is used for this metric instead of the mean (average) time is to prevent a single outlying data point (large or small) from distorting the overall metric value.
- Total Parts: The total number of parts processed by the Operation at the time the report was run.
- Performance: The expected part processing time for the Operation compared to the actual part processing time reported by MachineMetrics when the Operation is run, expressed as a percentage:

Note the following about the performance metric:- Performance = 100%: A Performance value of 100% means that the actual processing time is the same as the expected processing time.
- Performance > 100%: A performance value greater than 100% means that the actual processing time is shorter (faster) than the expected processing time.
- Performance < 100%: A performance value less than 100% means that the actual processing time is longer (slower) than than the expected processing time.
Choosing the Operation Standard Optimization Goal
MachineMetrics believes that an optimized Operation standard should not deviate more than 15% from the expected part processing time. In practice, that means the following:
- Performance <85%: Actual processing is significantly slower than expected. Operation standards run on machines that cannot achieve at least 85% performance should be evaluated to determine whether the Operation standard for the machine/Operation is too high (fast).
- Performance >115%: Actual processing is significantly faster than expected. Operation that machines perform at more than 115% of the performance goal should be evaluated to determine whether the Operation standard for the machine/Operation is too low (slow).
This Operation standard optimization goal is a "rule of thumb" best practice based on MachineMetrics experience and expertise, but may not be applicable to every environment. Companies can and should choose their Operation standard optimization goal based on the performance tolerances considered acceptable in their environment.
The remainder of this article explains how to create a report using the Report Builder that contains the Operation standard optimization metrics, and guidance for how to use the report data to analyze and optimize your Operation standards.
Creating the Operation Standard Optimization Report Using Report Builder
The Report Builder is a flexible reporting tool that you can use for many different reports. To build a report
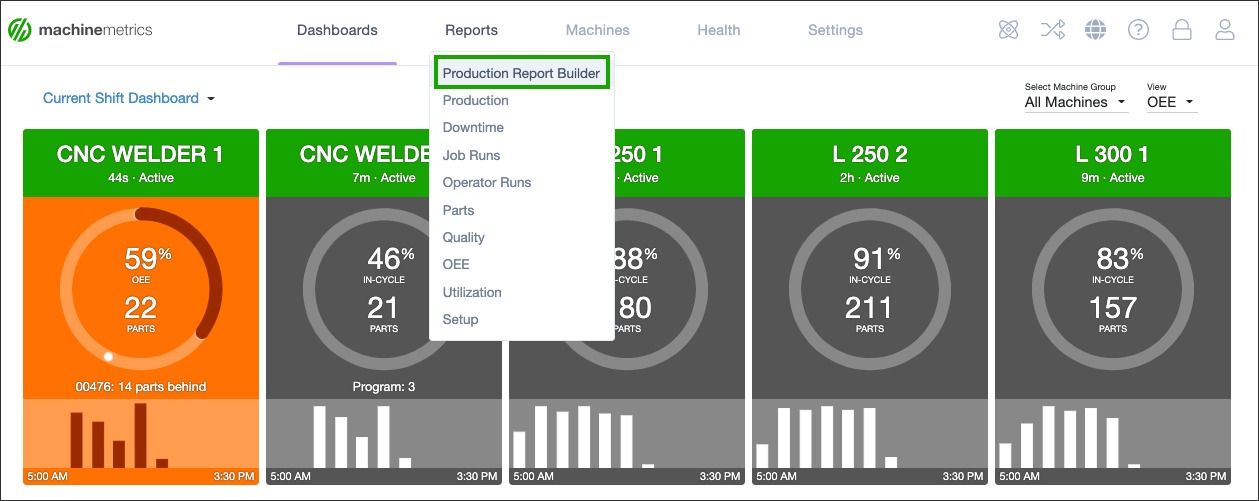
- Navigate to the Report Builder by hovering over Reports in the main navigation and selecting Production Report Builder.
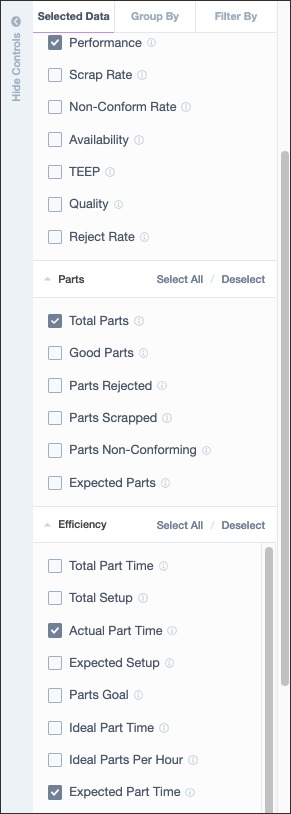
- In the Selected Data section of the controls, you will add the key performance metrics: Performance, Total Parts, Actual Part Time, and Expected Part Time.
- After you have chosen your metrics in the Selected Data column of the controls, you can choose how you would like to Group and Filter your report, as well as add a data/time range.
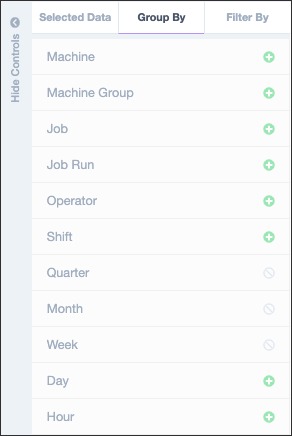
Group By Selections
Selecting the Group By tab in the controls will open up your Group By options. This will determine how your report will be organized. For example, selecting Operation then Machine will first group the data by Operation, then by Machine.
To learn more about how the Report Builder works see below:
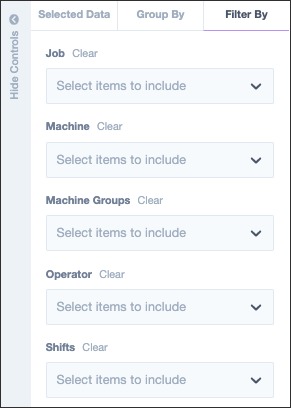
Filter By Selections
The next tab over on the controls will open your Filter By options. This is where you can determine what data will be included on the report. For example, you can select to only include your non-weekend shifts in the report, or you can filter by Operation, Machine, Machine Group, or Operator to hone in on one particular area.
To learn more about how the Report Builder works see below:
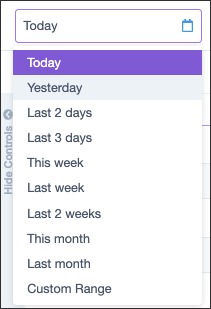
Setting the Report Date Range
As part of the Operation standard optimization process, the MachineMetrics recommended best practice is that this report be reviewed each day for the preceding day. This can be done by selecting the Yesterday option shown in the figure below. You can also create a saved report that will have your daily updated standards report.
To learn more about how the Report Builder works and see how to create a saved report, see below:
4. Once you have your data, groups, filters, and date range configured, you are ready to Build Report.
Sorting Report Data by Metric
Clicking on any metric column heading will immediately sort the report data by ascending/descending order for the selected metric. For evaluating Operation standards, it is most useful to sort the report data by the ascending/descending values for the Performance metric to view those Operations that are performing much faster or much slower than the parts goal. See Analyzing and Optimizing Operation Standards.

Viewing Detailed Operation Data
Clicking on any Operation name in the report will display the page with the detailed performance report for the Operation. See Analyzing and Optimizing Operation Standards.

Analyzing and Optimizing Operation Standards
This section provides guidelines for analyzing Operation standards and recommendations for developing and implementing a Operation standard optimization program and plan.
Analyzing Operation Standards
To analyze a Operation standard, do the following:
- Click on the Performance metric to sort the report by the Performance metric in ascending order.
- Look for Operations with Performance less than 85% or greater than 115%, (or whatever percentages represent your under/over-performing thresholds) and check the Total Parts value.
Below we talk about an example set of data:
- Example Operation001: This example is significantly under-performing at 62.7% of the Operation goal and has processed over ten thousand parts. More than likely, this machine is not capable of meeting the current Operation standard. Further investigation would be required to determine an achievable Operation standard for this machine.
- Example Operation002: This example is significantly under-performing at 64.8% of the Operation goal and has processed 319 parts. It is likely that this Operation standard needs to be adjusted, but further investigation would be required to determine whether the Operation standard for this machine needs to be adjusted and what the new Operation standard should be.
- Example Operation003: This example is performing at 80.2% of the Operation goal and has processed 682 parts. With the number of parts processed, it is likely that this Operation standard may need to be slightly adjusted, but this may not be a priority since it is close to optimal performance. Further investigation would be required to determine whether the Operation standard for this machine needs to be adjusted and what the new Operation standard should be.
- Example Operation004: This example is performing at 82% of the Operation goal, which is just slightly below the optimal 85% threshold, and it has only processed 98 parts. It is possible that when more parts are processed that this machine will meet the optimal Operation performance standard. Further investigation could be done or it could wait until a larger number of parts have been processed.
- To investigate a Operation standard, click on the name of the Operation to open the detailed Operation production report. Consider the following example:
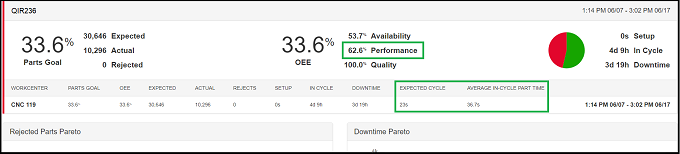
The detailed Operation production report can be used to analyze many different aspects of a Operation. For example, the report above shows that Operation QIR236 has a significant downtime issue that should be investigated. But, when looking to optimize a Operation standard, we are concerned with the performance percentage (a very low 62.6% in this example) and investigating the machine cycle performance that underlies that percentage.
The remaining steps of this procedure use the above example, an under-performing Operation. The same steps could be followed for an over-performing Operation (>115% of goal). - To begin inspecting cycle data, click anywhere in the machine production data row of the Operation production table:

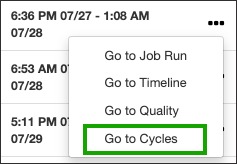
- A "Go to" menu will become available on the right end of the Operation production table row:

- Click the Go To menu icon and select Go To Cycles:
- The Cycles report page will display for the machine. The Cycles page contains a Cycles Histogram, a Cycles table with the performance data for each individual machine cycle, and a Statistics table with the summary statistics for the machine.
- In the Cycles table, click on the Duration column heading until the table values are sorted by ascending duration (shortest to longest). Note that in an over-performing Operation, you would want to change this step to sort by descending duration (longest to shortest) to see how many under-performed the standard.
- Analyze the data in the Cycles table, comparing the data in the Duration and Expected columns. The value in the Duration column represents the actual time the machine cycle took, while the Expected column value represents the expected cycle time, based on the "Expected" performance settings configured for the Operation/machine. If the machine processes one part per cycle, these values will be equal to the Actual and Expected Part Time values for the Operation/machine.
Consider the following example of Operation QIR236 on a machine that processes one part per cycle: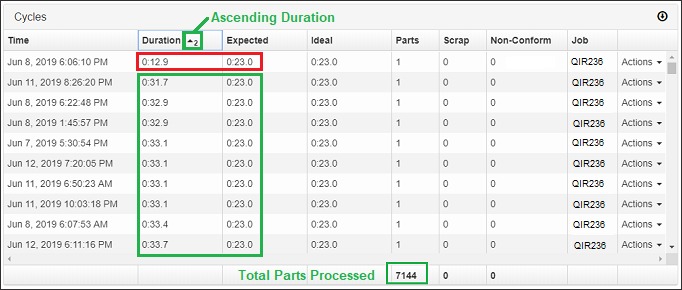
- In the above example, which is sorted by ascending cycle time duration, only the first/shortest cycle out of 7144 cycles (at one part per cycle) was shorter than the expected cycle time duration, and that one was significantly off of the expected value as well.
- The remaining 7,000+ cycles were all significantly slower than the Expected cycle time value of 23 seconds.
- Review the summary statistics below the Cycle table. Consider the values in the following Statistics table taken from the same Operation example in the preceding step:
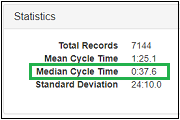
- The value for Median Cycle Time tracks very closely with the Actual Part Time value of 36.7s.
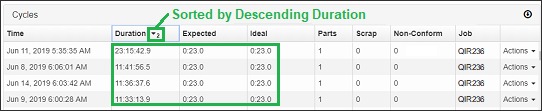
- The Standard Deviation of 24:10.0 is large compared to the median and with only one "fast" cycle, this indicates that there are some very slow cycles in the run. These can be seen by clicking on the Duration column heading until it is sorted by descending values:
- Determine the next course of action according to your Operation Standard Optimization Process.
Developing a Operation Standard Optimization Process
Operation standard optimization is a continual improvement process that never truly ends. Like any such business process, to be successful it requires:
- Resources assigned to complete the process actions, in this case the actions of Operation standard analysis and optimization
- A defined program and plan to manage process activities and execute process actions
Operation Standard Analysis Resource Requirements
A Operation standard optimization process must first include someone (perhaps more than one in larger environments) who can review and analyze the Operation standards in the Report Builder as defined in this article. This review and analysis should be done at a defined and regularly scheduled interval, which could be daily, weekly, or another time interval depending on the characteristics of your production environment.
Operation Standard Optimization Resource Requirements
When issues with a Operation standard are found, there should be qualified resources assigned to complete the following actions:
- Analyze non-machine tasks and activities such as operator part loading/unloading to identify and reduce inefficiencies as much as practical.
- Analyze and identify mechanical/technical deficiencies in machine processing that may be improved.
- Determine whether new Expected values are required for the Operation standard and what those values should be.
The actual processes and procedure steps required for those processes will be specific to your environment and should be defined in your Operation standard optimization plan described in the following section.
Operation Standard Optimization Program/Plan Requirements and Best Practices
To be successful, a Operation standard optimization program should include a defined plan that contains:
- An explanation of the purpose of the program and a description of its activities
- Specific goals of the program, including the chosen Operation Standard Optimization Goal
- A description of the process tasks for analyzing and optimizing Operation standards
- Identification of the resources assigned and responsible for the completion of each program task
- Clearly documented procedures for completing each process task
Once developed, the plan should/must be published in a location which is known to all assigned resources for Operation standard analysis and optimization.
Have Questions?
Reach out to your Customer Success Manager or our Support Team at Support@machinemetrics.com.
Comments
0 comments
Please sign in to leave a comment.