
Objective
This article will walk you through how to wire the I/O module for Part Count following examples of typical, or most common machine connections. Below are four examples of methods used to collect Part Count from a Machine.
Please Note: This article is part of the Digital I/O Integration process. For more details on the process as a whole, please review the Digital I/O Integration Guide
What is Part Count?
Part Count represents how many parts a Machine has produced for a given Job. On our dashboards, Actual Part Count is measured against Projected Part Count. In other words, how many parts a machine has actually made, compared to how many it should have made by now.
What is an I/O Module?
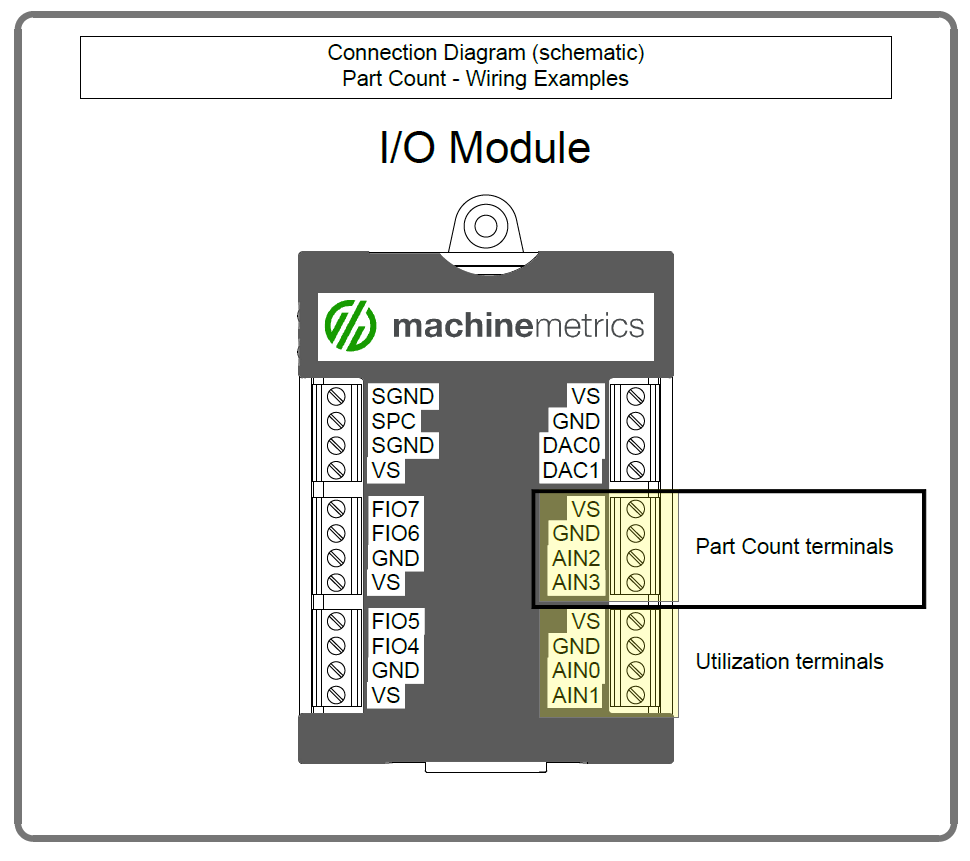
The I/O Module is a DAQ device (Data AcQuisition) and captures an analog DC voltage at the AINx terminals.
The typical Part Count terminals are defined as follows:
Vs - This terminal supplies +5vdc and each Vs terminal is internally connected.
GND - This terminal is connected to the ground pin on the incoming USB power connector. All the GND terminals are connected and are the same as the ground line on the USB connection. This is often the same as ground on the DC power supply, which is often the same as AC mains ground.
AIN2 and AIN3 - These terminals have a usable input range of +/- 10vdc, however they are capable of handling up to +/- 40vdc. If a higher voltage input is used, such as 24vdc, then the signal will be clamped at 10vdc.
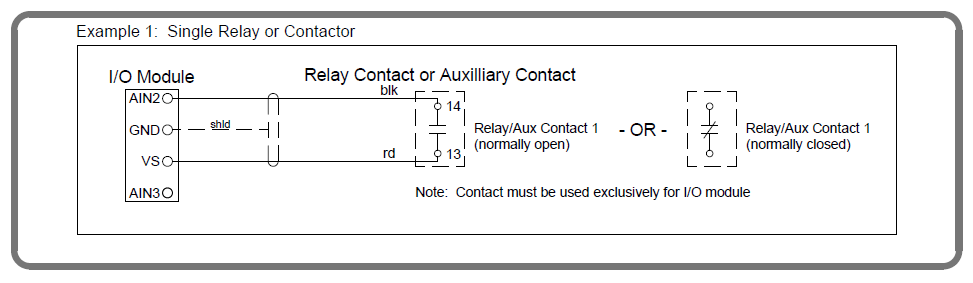
Example 1
This is the most common form of collecting part count from most machines. It requires locating a physical programmable relay or contactor that has spare normally open (N.O.) or normally closed (N.C.) contacts that are not being used.
*For detailed instructions on how to collect part count from a contactor, follow this link!
Example 1 Machine Uses
- CNC (usually connected to auxilliary contact for the coolant pump contactor)
- Lathes
- Other machines using PLC relay outputs
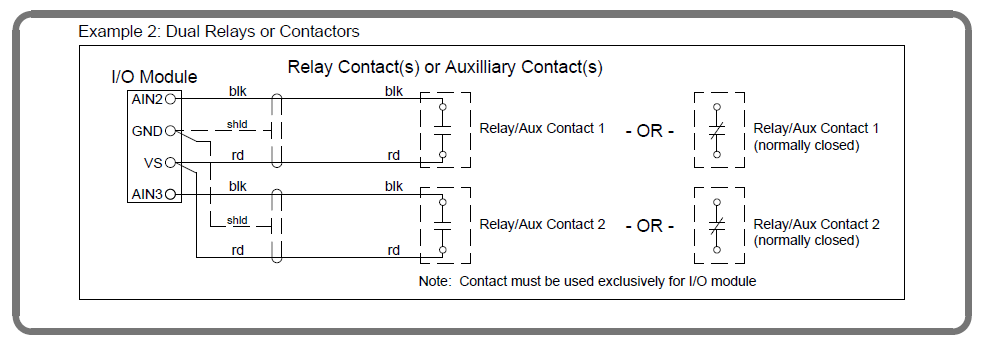
Example 2
This example is not a typical method of collecting part count, but is an option if two sources of part count are required. It requires locating the physical programmable relays or contactors which have spare normally open (N.O.) or normally closed (N.C.) contacts that are not being used .
The variations of each unique machine would be too complex to list in the detail.
Example 2 Machine Uses
- Robot cells
- CNC
- Lathes
- Other machines using PLC relay outputs
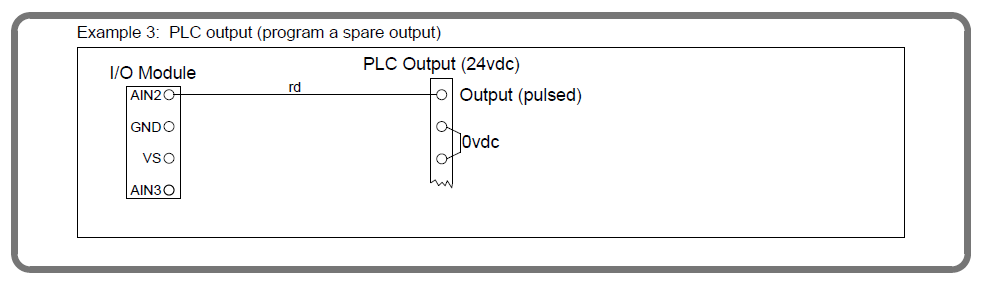
Example 3
This example would use a discrete 24vdc output from a machine PLC to trigger a pulse. This requires alterations to the existing logic and will more than likely require an integrator or onsite engineer to make the changes. In this case a 500 millisecond timer would be enabled (EN) by a part completed bit and latched with a timer timing (TT) bit. Once the 500 milliseconds has completed, the timer timing (TT) bit will unlatch the rung and will now be ready for the next part completed bit to occur.
Another example, using this same wiring method, would be a CNC or Lathe that has spare 12-24vdc discrete outputs and are associated with M codes for these outputs. A dwell of 500 milliseconds will also need to be programmed.
The variations of each unique machine would be too complex to list in the detail.
Example 3 Machine Uses
- Machines having spare discrete PLC outputs
- CNC
- Lathes
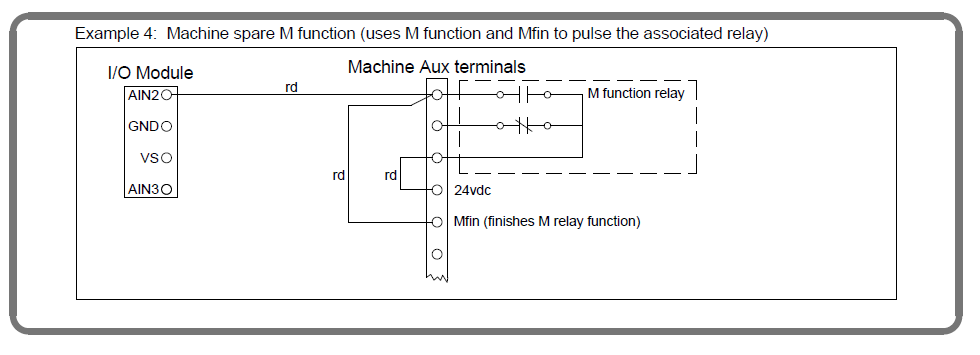
Example 4
This example would use an existing M code function and Mfin that is built into certain CNC and Lathe equipment. It requires locating a spare M code relay and the Mfin input which will be connected as shown in the example. The selected M code must be added to the end of each program and when wired to Mfin will turn ON and then immediately turn OFF since the M relay output is connected to Mfin input.
The variations of each unique machine would be too complex to list in the detail.
Example 4 Machine Uses
- CNC
- Lathes
Have questions? Reach out to your Customer Success Manager or email Support@machinemetrics.com.
Comments
0 comments
Please sign in to leave a comment.